

耐火可塑料施工3大要点需要注意
01步.施工前的准备工作
(1)可塑料各项性能的检査:可塑料在施工前应按设计要求检验其理化性能的各项指标。
衡量可塑料施工性能的指标称为可塑性指数。坯状可塑性指数以20%-30%为宜,散状可塑性指数约为25%~30%.
(2)机具的准备:通常采用风动捣固机配以风动锤头(一般应带橡胶套)作为可塑料捣打的工具。此外,还应准备一定数量的木制或胶制手槌、整修用抹刀、钢丝刷等器具。
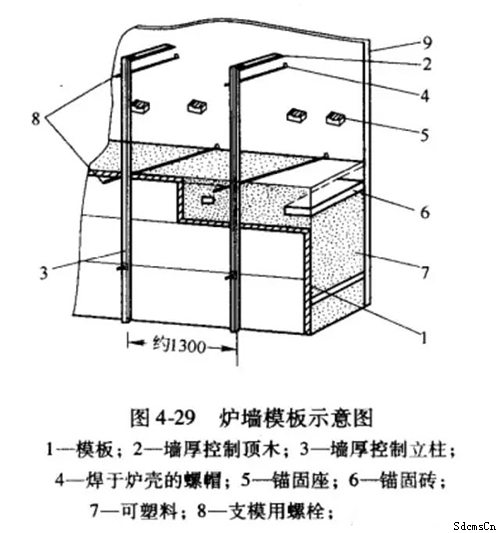
(3)模板的准备:炉墙可塑料施工一般采用钢模板,通常制备三段模板进行循环安装,炉墙模板示意图如图4-29所示。
炉顶模板宜采用吊挂模板;如图4-30所示:
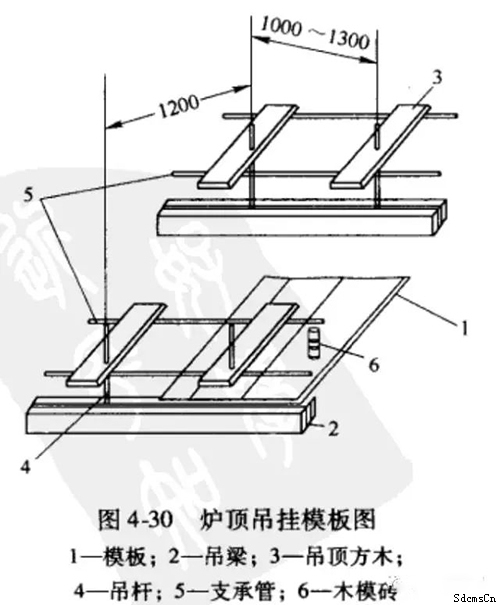
安装吊模时,要使炉顶锚固砖与模板间留有一定间隙(小于如果炉顶锚固砖坐落在模板上,将使吊挂装置松弛,形成各锚固砖受力不一,会严重影响炉顶可塑料质量。
第二步.可塑料的施工
(1)锚固装置的安装固定。施工前应根据设计规定在炉墙和炉顶安装锚固装置。
炉墙锚固装置一般由异型耐火砖和焊接在炉壳上的金属件连接组成,如图4-31所示。
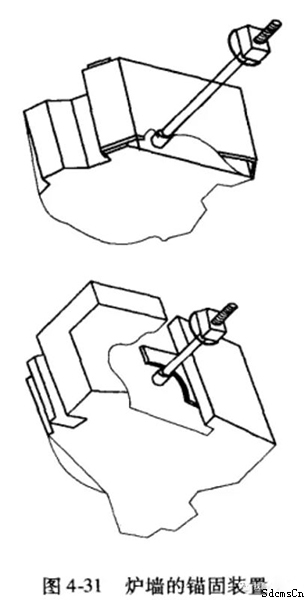
炉墙锚固砖应在可塑料捣打至其底面水平处予以固定,并与金属件连接的螺栓拧紧。
炉顶锚固装置是由异型耐火砖与金属挂件组成它们相连后,吊挂于钢梁上,如图4-32所示。
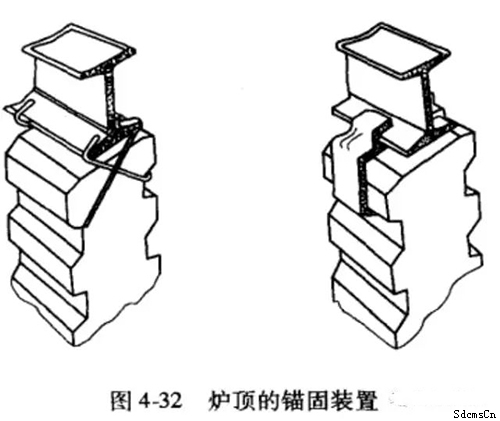
炉顶锚固砖安装应在可塑料铺排与捣打至相应位置后进行。安装前,先将木模砖打入已捣实的可塑料体中,以形成与砖面相同的凹凸面,再将锚固砖嵌入和固定。此时,还应注意锚固砖与可塑料体紧密咬合。
(2)可塑料的铺排与捣打。可塑料坯铺排应错缝靠紧,并应逐层进行捣打,即在第-层料坯全部捣打完毕后方可铺排第二层。其捣打方向应垂直于施工面。如采用散状可塑料时,每屋铺料厚度不应超过100mm。
当采用风动捣固机进行捣打时,操作者应紧握锤身,以锤头与锤头重叠2/3、行与行重叠1/2的方式向前移动,往复捣打3~4遍。如遇施工间隙时,应用塑料薄膜布将捣固体覆盖。
捣打中断较长时,接缝应留在同一排锚固砖的中心线处。当继续捣打时,应将其表面刮毛。
捣打完的炉墙厚度一般比设计尺寸稍大(支模时大6~8mm;不支模时大20mm左右),以便施工后进行修整。修整时,用切削工具按设计尺寸削去表面多余部分,使内部气孔外露。
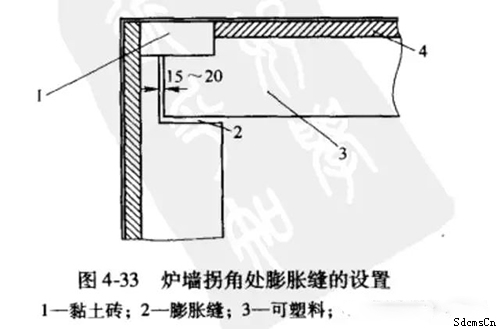
可塑料的膨肢缝应按设计规定留设。炉墙膨胀缝留成纵向直通缝,缝内夹入厚度2mm的聚氯乙烯波形板。波形板两侧要求同时均匀地捣打,使其膨胀縫基本形成直线。留设拐角处膨胀缝时,可在膨胀缝位置上固定木样板,再从两个不同方位的炉墙同时捣打,完毕后,抽去木板,缝内填以耐火纤维,如图4-33所示。
炉顶可塑料捣打一般可分段同时进行。斜坡炉顶应从下部转折处(施工缝)开始。捣打时,由操作者持捣固机以水平方向地进行。由于没有捣锤自重冲击力而显得费力,因此,施工时T应特别要注意均匀捣打,以确保料坯间的紧密结合。炉顶合门处一般留成漏斗形空挡,然后仔细捣打。
第三步.可塑料的修整和养护
可塑料捣打完毕并将模板拆除后,应在料体表面上及时进行修整3修整的作用旨在削去料体的致密层,以形成表面气孔,有利于炉衬烘烤时气体的排出,避免产生裂缝。修整前,锚固砖或吊挂砖端面周围的可塑料,应用木槌轻轻地敲打,使咬合紧密。修整工作是以锚固砖端面为基准,削除多余部分,未削除的表面则应进行拉毛处理。
在修整后的可塑料炉墙未硬化前,应于受热面上开设直径为4~6mm的通气孔,其间距宜为150~230mm,位置宜开设在两个锚固砖中间,深度约为捣固体厚度的1/2~2/3。
可塑料内衬受热面的膨胀线,应按设汁位置切割,宽宜为5mm,深宜为50~80mm。
修整后的可塑料内衬,如不能及时烘炉,应用塑料布覆盖养护,养护期内在塑料布内表面形成细小水珠则视为正常。
可塑料内衬烘炉前的裂缝修理
烘炉前可塑料内衬裂缝宽度大于下列尺寸时应进行挖补:烧嘴、各孔洞处3mm;髙温或重要部位5mm;其他部位12mm。裂缝处应挖成里大外小的楔形口,洒雾状水润湿,用可塑料仔细填实。
裂缝宽度在下述尺寸时可不进行挖补:烧嘴、各孔洞处1~3mm;高温或重要部位1~5mm;其他部位3~12mm。此时可采取就缝充填的方法,即在裂缝处喷雾状水润湿,用木槌轻敲,使裂缝闭合,或填充泥浆、可塑料、耐火纤维等。
- 上一篇:耐火浇注料性能下降的原因
- 下一篇:气化炉耐火材料

 在线咨询(7*24)
在线咨询(7*24) 电话咨询
电话咨询