

炼钢工业炉中间包的施工及烘炉
发布时间:2017/2/20 16:08:08
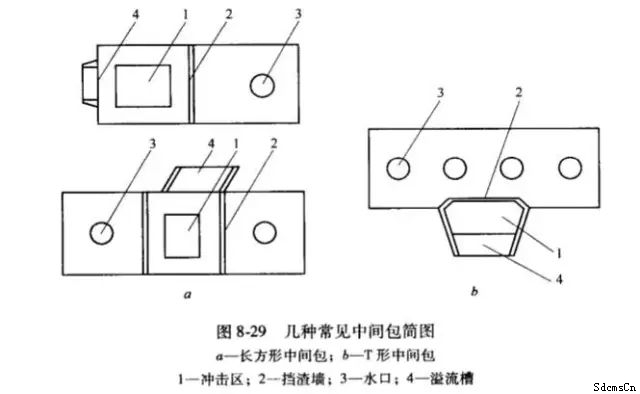
中间包因工作时在钢包和连铸机的中间而得名,也称中包、中间罐。中间包的类型很多,常见的形状有长方形和T形,中间包的施工也多种多样,中间层有砌砖的,也有浇注的,工作层有装绝热板的,也有喷涂的、涂抹的,近年又有干式浇注料整体成型工作层;所用衬体材料酸性、碱性、中性都有;但中间包结构简单,一般都分为包底和包壁,底部有水口和冲击区(板),包壁上沿有溢流槽,有的中间包内还有挡渣墙(板)。
中间包是炼钢厂检修频繁的耐火材料衬体,它的施工特点和发展趋势就是:材料适用 ,施工快捷,见图8-29
中间包的施工
以某厂中间包为例,简要介绍板包和涂抹包的施工,该中间包中间层用高铝浇注料,工作层根据钢种需要安装绝热板或涂抹。表8-12为耐火材料的理化指标。
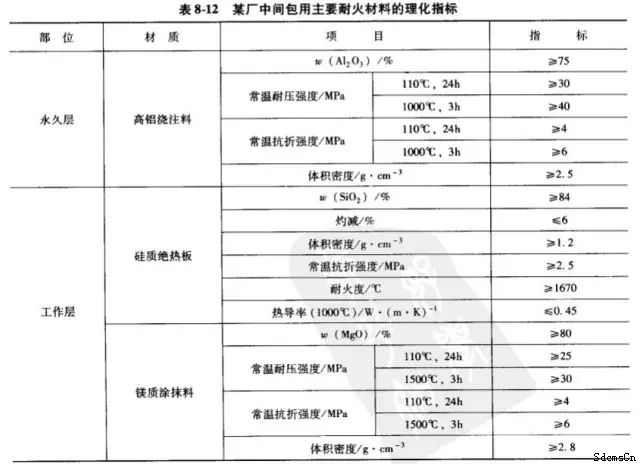
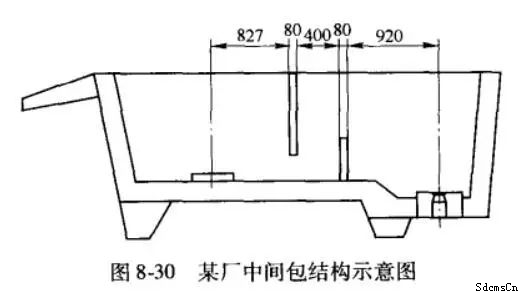
图8-30为某厂中间包结构示意图,下面以该中间包为例简要介绍板包和涂抹包的施工过程。
施工要点:
(1)中间层整体浇注:
将包壳清理干净,安放 好中间包水口方砖胎模,用高铝浇注料浇灌底部,要求表面平整,用振动捧振动密实,搅拌过程中无特殊情况不得停机:待底部自然干燥24h后,安放包壁模具浇灌包壁,要求模具与包壁钢板之间间隙均匀,浇注时布料均匀,振动密实,堆料集厚度不得超过300mm;自然养护24h后脱模上烘烤台。
(2)安装水口和座砖:
将水口安放在注流口中心,要求平稳、居中,周围倒人适量捣打料,用专用工具捣打严实,不要移动水口,打至比水口上水平面略低时,安装座砖,接合处用镁铬耐火泥浆湿砌,耐火泥浆需涂抹均匀、饱满,接触缝不大于1mm,表面干净。同时座砖要与水口同心,固定好以后,再继续对周边分层进行捣打,直至与浇注料平齐。
(3)安装绝热板及填砂:
1)绝热板安装顺序:底部→端面→侧面;
2)底部绝热板安装前.先按设计铺设石英砂,再安装底部绝热板,从中间冲击区往两边砌,端面、侧面绝热板安装,均从左到右,安装前。要用纸棒将绝热板与中间层浇注料隔开.以便安装绝热板后再灌石英砂。绝热板安装用同质耐火泥浆湿砌,泥浆饱满均匀,子母口配合完好.合门处加工咬口合门,侧面对称绝热板应用纸棒支撑牢固。
3)水口处绝热板与水口顶部座砖间隙用同质耐火泥浆填实刮净,以免影响塞棒正常插入,冲击板边缘用火泥找坡。
4)组装完毕,绝热板与浇注中间层间空隙处灌石英砂,与绝热板上沿平齐。
5)溢流槽处绝热板依照溢流槽尺寸进行加工砌筑。
(4)涂抹料施工。中间包涂抹料施工比较简单,先安装好水口、座砖、冲击板和挡渣墙,再将搅拌好的散状料分层均匀涂抹在中间层上,达到设计厚度后,扎散热孔;涂抹料与座砖、冲击板和挡渣墙接合处要抹成坡状,溢流槽表面也要涂抹工作层散状料。
烘烤
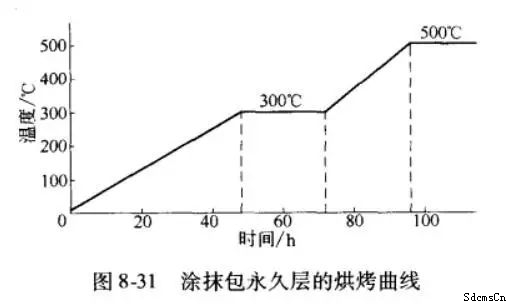
中间包所用材料较杂,周转较快,工作层烘烤一般以小火为主,烘24小时以上即可待用;某厂涂抹包中间层的烘烤曲线如图8-31所示。
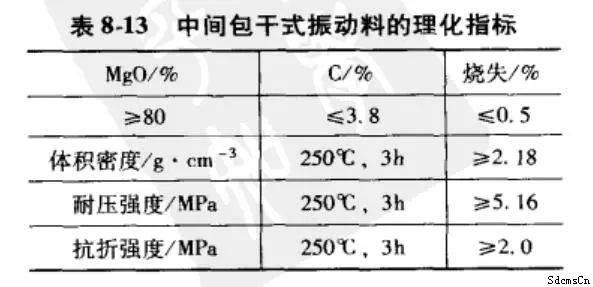
近年来,中间包干 式料的应用和推广很快,干式料(采用镁质耐火材料,理化指标见表8-13)具有使用寿命长、易翻包、劳动强度低等优点,虽然有着施工要求高,施工时间长等缺点,一在近几年得到了广泛的推广运用。
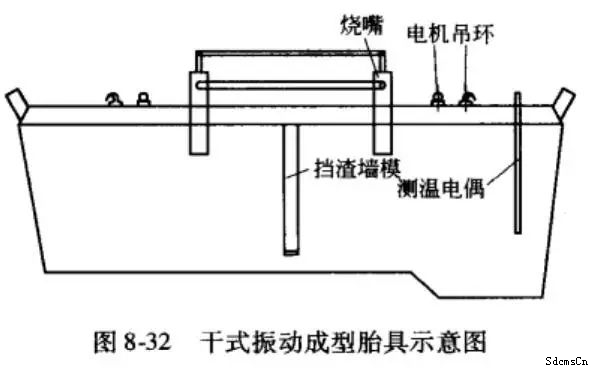
干式料施工类似中间层的整体浇注.使用固定在胎具上的振动器产生的振动力通过胎具传递到耐火材料上,从而使耐火材料致密化的成型方式.成型后由模具(图8-32)均匀供热(或输送热空气)烘烤干式料,达到一定温度后脱模吊至烘烤台备用。
干式料具体施工方法如下:
(1)施工前,将中间包吊入中包坑,清除包内的残钢残渣。在中间包干式振动胎具外表面均匀涂抹掺加有少量石墨的黄油,并根据标准贴马粪纸。
(2)当中间层温度达到条件后,安好水口座砖模具和冲击砖。
(3)在包底平铺一层厚度符合标准的干式振动料,用木板刮平,然后吊入模具。模具与中间层四周的间隙均匀并应符合设计要求。
(4)模具放好后,从模具四周均匀倒入干式振动料,一次加料加满且料的高度高于包沿板,开启模具上的振动电机,边加料边振动,使干式振动料填实、填满,直至料与包沿板平齐。振动的时间为3~4min。后在已振实的表面喷洒少量的水。
(5)振动完成后吊至烘烤平台,烘烤2h。冷却1h后视工作层与胎具之间分离情况进行脱模(干式料与胎具相接处四周都有分离发生方可脱模,否则加长冷却时间)。
(6)将脱模后的中间包冷却至100℃以下时,按相关的施工标准安装冲击砖和挡渣墙,并用厂家提供的干式振动修补料将接缝抹实;后盖包盖和安装塞棒,在平台烘烤之后投入使用。
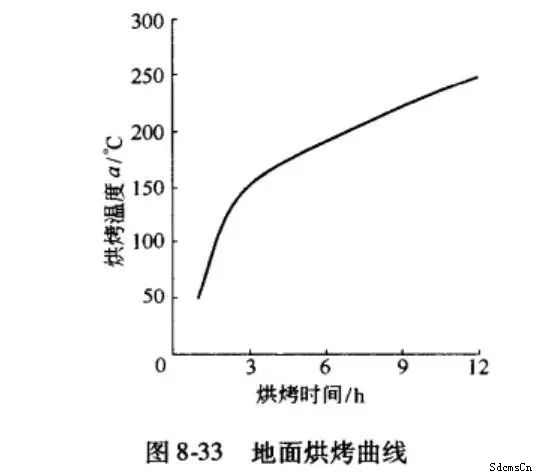
干式耐火材料振动成型的烧烤分为地面烘烤和浇铸平台烘烤。地面烘烤时需先点明火后开煤气,后开压缩空气。闭火时,先关煤气,后关压缩空气。地面烘烤12h,视干式耐火材料与胎具相接处四周都有分商情况确定冷却时间.具体的烘烤曲线如图8-33所示。
同时浇钢前需在浇铸平台烘烤。
- 上一篇:简述工业窑炉从建造到烘烤的过程
- 下一篇:低水泥浇注料对于水泥窑具有很强的抗震性
行业动态

 在线咨询(7*24)
在线咨询(7*24) 电话咨询
电话咨询